
머리붙이 스터드 볼트
한국산업규격 머리붙이 스터드
Headed Studs
적용범위
이 규격은 주로 토목, 건축 구조물의 강.콘크리트 합성 횡목 구조의 어긋남 방지를 위하여 아크 스터드 용접으로 강제 횡목에 부착하여 사용하는 강제 머리붙이 스터드(이하 스터드라 한다.)에 대하여 규정한다. 또한 이 규격에 의한 스터드의 용접성은 부속서에 따른다.
[비고] 이 규격의 관련 규격은 다음과 같다.
| KS A 0021 | 수치의 맺음법 |
|---|---|
| KS B 0801 | 금속 재료 인장 시험편 |
| KS B 0802 | 금속 재료 인장 시험 방법 |
| KS B 0529 | 머리붙이 스터드 용접부의 굽힘 시험 방법 |
| KS D 3503 | 일반 구조용 압연 강재 |
| KS D 3515 | 용접 구조용 압연 강재 |
용어의 정의
이 규격에서 사용하는 주된 용어의 정의는 다음과 같다.
- 스터드 베이스
- 스터드 용접쪽의 끝부분
- 아크 실드
- 스터드 베이스에서 아크 발생 중 공기의 공급을 차단하고, 용접부에 적당한 모양의 플래시를 형성시키는 자기제, 소결재제 등의 차폐물
- 플래시
- 아크 스터드 용접시에 용융 금속이 축 부분 외부로 비어져 나와 아크 실드 내에서 냉각, 응고한 것
종류
스터드의 종류는 표 1의 축지름에 대한 호칭과 호칭 길이를 조합한 것으로 한다.
1. 호칭 길이(l)는 용접 후 마무리 길이의 목표값이다.(표 3의 그림 참조).
2. 이 표 이외의 l을 특별히 필요로 하는 경우는 주문자가 지정한다.
| 호칭 | 호칭 길이( I ) |
|---|---|
| 13 | 80 100 120 |
| 16 | |
| 19 | 80 100 130 150 |
| 22 |
기계적 성질
스터드의 기계적 성질은 표2와 같다.
| 항복점 또는 0.2% 내구력 N/㎟ (㎏/㎟) |
인장 강도 N/㎟ (㎏/㎟) |
연신율 % |
|---|---|---|
| 235(24) | 400~550(41~56) | 20 이상 |
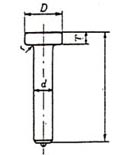
모양, 치수
스터드의 모양, 치수는 표3과 같다.
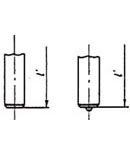
수동형 / 자동형
용접 전
용접 후
| 호칭 | 축지름 d | 머리지름 D | 머리두께 T (최소) |
목밑의 둥글기 r | ||
|---|---|---|---|---|---|---|
| 기준치수 | 허용차 | 기준치수 | 허용차 | |||
| 13 | 13 | ±0.3 | 22 | ±0.4 | 10 | 2 이상 |
| 16 | 16 | 32 | ||||
| 19 | 19 | ±0.4 | 32 | |||
| 22 | 22 | 35 | ||||
겉모양
스터드의 표면은 매끄럽고, 사용상 해로운 갈라짐, 금, 흠, 박리 등의 결함이 없어야 한다. 다만 스터드의 머리 옆면의 방사상의 갈라짐 또는 금의 깊이는 머리 지름과 축지름 차의 ¼ 이하로 한다. 또, 스터드 베이스에 용제 처리를 하는 경우는 균일하고 또한 용접성에 악영향을 줄 염려가 있는 물질이 부착되어 있어서는 안된다.
재료
스터드의 재료는 실리콘킬드강 또는 알루미킬드강이며, 압연된 환강으로 하고, 그 화학 성분은 표4 와 같다.
이 표의 값은 레이들 분석에 따른 것으로 한다.
| 재료 % | 화학 성분 | |||||
|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Al | |
| 실리콘킬드강 | 0.20 이하 | 0.15~0.35 | 0.30~0.90 | 0.040 이하 | 0.040 이하 | - |
| 알루미킬드강 | 0.20 이하 | 0.10 이하 | 0.30~0.90 | 0.040 이하 | 0.040 이하 | 0.02 이상 |
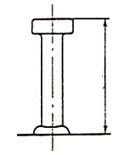
스터드의 인장 시험
시험편은 KS B 0801에 규정하는 4호 시험편으로 한다. 이 경우 스터드에서 아래 그림과 같이 채취한다. 다만 그림의 치수를 만족할 수 없는 경우는 시험편 평행부의 지름(D)의 최소 치수를 표5 의 값으로 하고 여기에서 L(표 5의 비고 1) 및 P(P=L+10)를 각각 구하기로 한다.
시험 방법은 KS B 0802에 따른다.

표점 거리 L=50㎜, 지 름 D=14㎜, 평행부의 길이 P=약 60㎜, 어깨부의 반지름 R=15㎜이상
| 호칭 D | 최소(mm) |
|---|---|
| 13 | 8 |
| 16 | 10 |
| 19 | 12 |
| 22 | 12 |
검사
- 겉모양 검사
- 겉모양 검사는 육안으로 하고 6.의 규정에 적합해야 한다.
- 모양, 치수 검사
- 모양, 치수 검사는 직접 측정, 한계 게이지, 그 밖의 방법으로 검사하고 5.의 규정에 적합해야 한다.
- 기계적 성질 검사
- 기계적 성질 검사는 8.의 규정에 따라 항복점(또는 0.2% 내구력), 인장 강도 및 연신율에 대하여 검사하였을 때 모든 시험편이 4.의 규정에 적합해야 한다. 또 시험편의 수량은 1검사 로트마다 3개로 한다.
검사 로트란 강재(스터드 재료)의 용강 번호, 스터드의 호칭 및 가공 공정이 동일한 하나의 제조로트를 말한다.
제품의 호칭 방법
스터드의 호칭 방법은 규격 번호 또는 규격 명칭, 호칭 × 호칭 길이(l) 및 지정 사항에 따른다.
| 보기 | KS B 1062 | 16 × 100 | (………) |
|---|---|---|---|
| 머리붙이 스터드 | 16 × 100 | (………) | |
| | | | | ||
| 규격번호 또는 규격명칭 |
호칭 x 호칭길이( I ) | 지정 사항 |
포장의 표시
스터드의 포장에는 다음 사항을 명시해야 한다.
- 규격 명칭
- 호칭 × 호칭 길이(l)
- 지정 사항
- 수량
- 제조 연월 또는 그 약호
- 제조 로트 번호
- 제조자명 또는 그 약호